当消费电子的精度边界,被推到微米深处
今天,一台高端智能手机的中框需要在数十种异形曲线上完成无毛刺的精细焊接;一块折叠屏的转轴铰链由数百个微米级公差的金属构件组成,焊点强度与外观必须同时达标;一块消费电子电池的极耳与集流体连接处,要求在极薄铜铝复合材料上实现稳定、一致、不损伤基材的微连接;一片柔性 FPC 上的二维码必须在不破坏柔性基材的前提下被高速、清晰地标识。
对于负责把这些工艺落地到产线上的激光设备集成商和自动化装备厂商而言,挑战的本质已经不再是"能不能做到",而是"由谁来承担其中的核心子系统"。鹏鼎智控选择的生态位,是承担起这套系统工程的中枢角色。
消费电子精密激光加工的三个新坐标
光机电软的深度协同,定义了精度的真实上限
行业里有一种被反复证伪的直觉:只要选了更短脉冲、更高功率的激光器,更精密的振镜,精度就有了。但在真实产线上,限制良率的从来不是单一硬件指标,而是激光出光、振镜偏转、运动平台位移、视觉触发这四件事之间的同步精度。
举一个具体例子:当一个手表卡簧的焊接路径从直线进入急转弯时,平台或振镜不可避免要进行微秒级的加减速。如果激光功率不能跟随轨迹瞬时调整、振镜位置反馈与激光触发存在毫秒级偏移,结果就是拐角处的能量堆积、焊点过烧、甚至基材裂纹。这种"协同精度"要求一家厂商同时具备振镜扫描、运动控制、激光时序控制、视觉感知四个层面的底层技术,并把它们以微秒级实时性焊接到一起。
加工与检测的边界正在消失
消费电子的良率红线已经普遍逼近 99.9% 以上。在这个量级上,"先加工、后抽检"的传统范式已经不成立——一条合格的精密激光产线必须具备三段闭环能力:加工前的视觉定位与对位补偿、加工中的轨迹与姿态实时反馈、加工后的即时视觉验证。
更进一步,飞行拍照、振镜全闭环等技术正在把"视觉"和"运动"从两套独立系统融合成一套实时反馈回路。视觉不再是产线的"眼睛",而是与激光、振镜、运控同等重要的实时控制变量。

集成商需要的是共性技术伙伴,不是又一个供应商
消费电子终端品牌的产品换代节奏,正在把激光设备集成商推到一个前所未有的紧迫位置:每年要响应数十个新机型工艺验证、每个项目从打样到量产的窗口越来越短、客户的工艺定制要求越来越深。在这种节奏下,集成商最稀缺的资源是工程师的注意力。
他们的核心竞争力——工艺 know-how、客户关系、产线集成能力——要求他们不应该再把精力消耗在底层运控算法、振镜驱动、激光时序同步这些共性技术问题上。底层中枢神经,应该交给一个稳定、专业、可复用的"共性技术伙伴"。
鹏鼎的解法:把"光机电软"做成可组合的中枢神经系统
针对上述三个坐标,鹏鼎智控的产品矩阵以一个清晰的逻辑展开:不卖单点设备,而是提供一整套可与场景灵活匹配的、由光机电软四层协同构成的核心子系统。
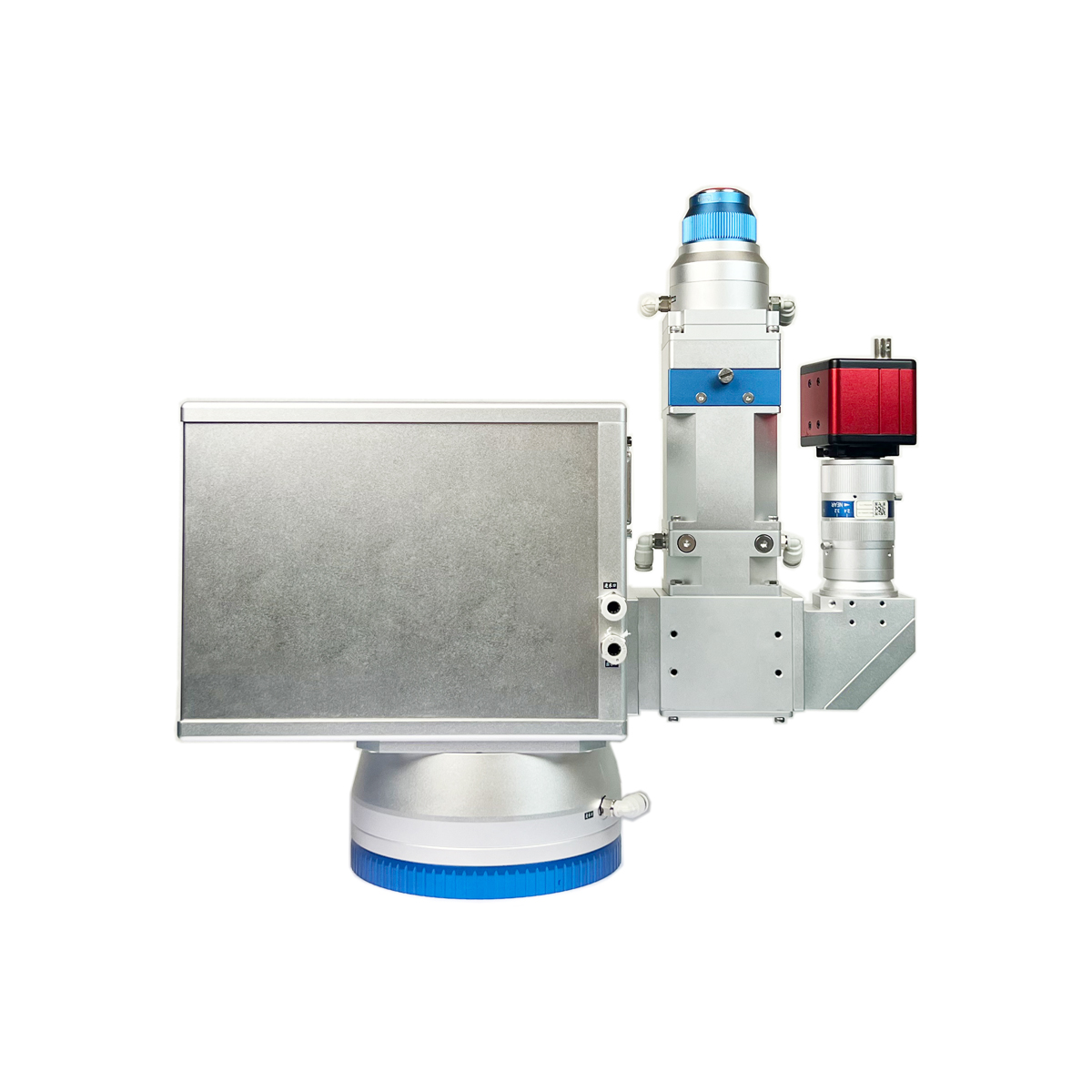
光:振镜扫描末端,覆盖从打标到高功率焊接的全功率段
振镜是激光与材料发生作用的最后一公里。鹏鼎的振镜产品线按应用强度划分为三个层级:
- GnrScan 系列——入门级 2D 扫描系统,针对通用激光打标和低功率焊接,是 FPC 打码、外壳标识等高节拍打标应用的高性价比选择。
- ProScan 系列——多功能扫描头,配备闭环控制与高性能噪声抑制电子器件,适配焊接、清洗、增材、微加工、精密打标、切割等多种工艺;是手表卡簧、转轴铰链等精密构件焊接的主力机型。
- TopScan 系列——高端高功率扫描方案,专为深熔焊接、大长期稳定性、低温漂应用设计,覆盖手机中框等需要稳定大能量输出的场景。
在振镜扫描的基础上,PDSW 系列闪焊振镜系统把振镜、准直镜、聚焦场镜、水冷/气冷散热集成为开箱即用的成套方案,覆盖 3000W–8000W;采用 XY2-100-FB 闭环协议,可与控制系统形成振镜状态的全闭环监控,在长时间高强度产线上具备良好的热稳定性与轨迹一致性。
机:多轴运动控制,把振镜视野扩展到整个产线
消费电子的精密构件加工中,往往受限于振镜有限的工作幅面,需要配合平台运控来拓展工作行程——手机中框的复杂轮廓、折叠屏铰链的多面焊接、电池组装线的多工位联动,都要求振镜与运动平台之间形成稳定可预测的协同。
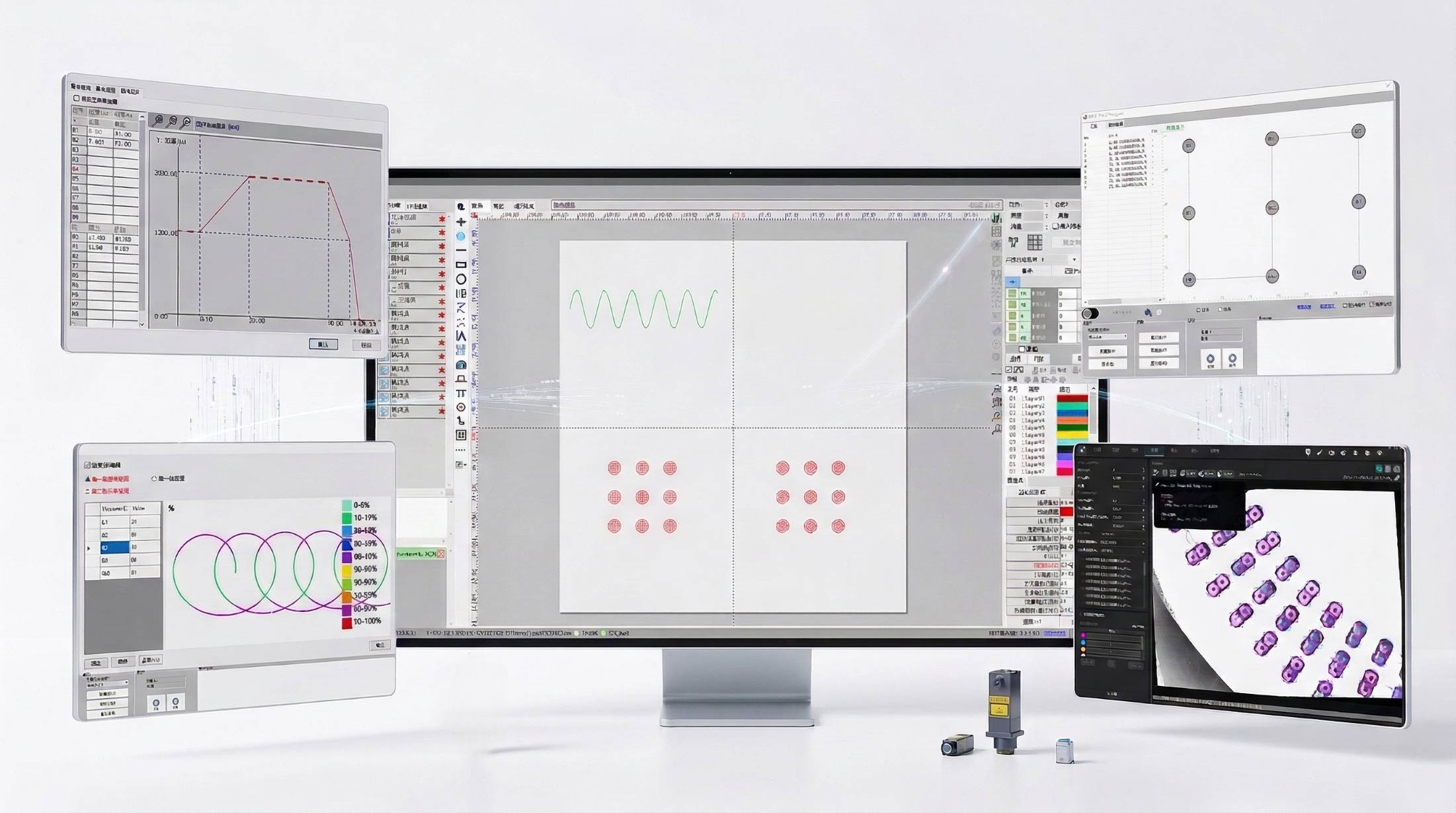
PDS2000 系列运动控制器支持 1–8 轴伺服或步进电机控制,提供直线插补、圆弧插补、空间螺旋插补等复杂轨迹规划能力,每轴最高脉冲频率达 4MHz;20K 指令缓存与速度前瞻功能确保连续轨迹之间没有时间间隙,对曲面焊接、多段连续轨迹场景尤为关键。配套的 LaserMove 上位机软件为集成商提供完整的多轴编程与视觉辅助定位环境。
电+软:振镜激光控制系统,是这套中枢神经的实际"大脑"
鹏鼎控制卡是把激光、振镜、运动、视觉四件事真正"焊接"在一起的核心器件。鹏鼎的 PDU 系列控制卡根据集成场景的差异提供三条产品线:
- PDU1000 系列(USB 接口)——支持脱机模式运行,适配中小功率打标和常规焊接,兼顾经济性与便捷性。
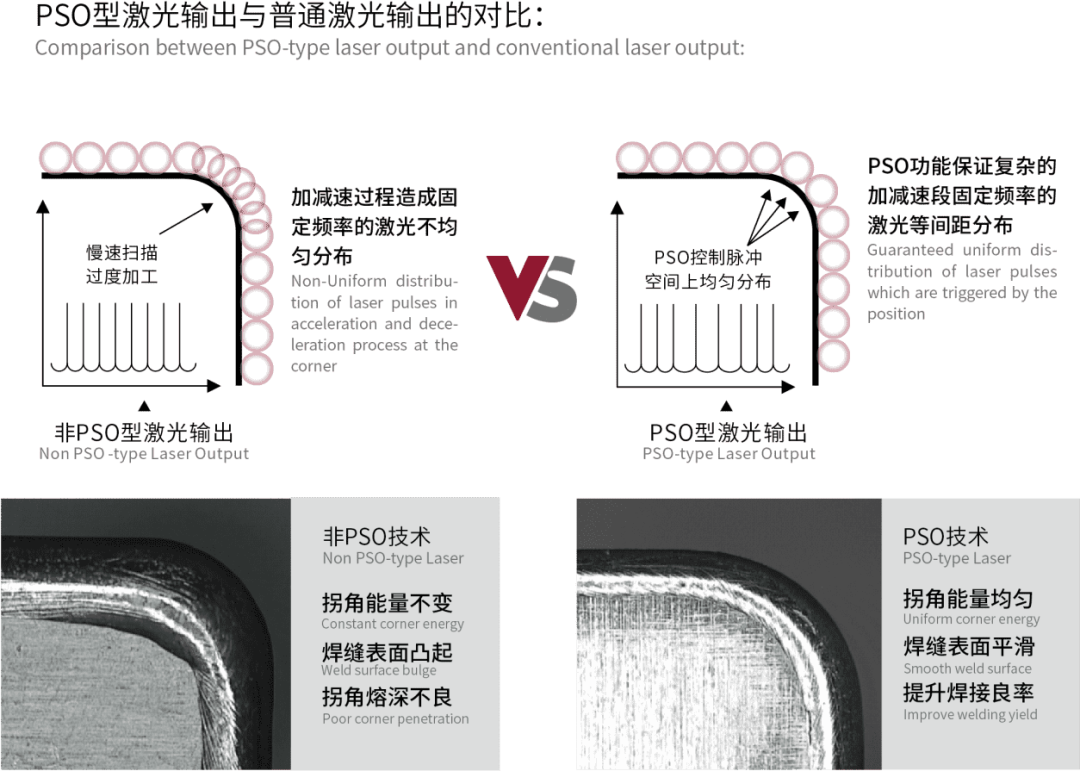
- PDU2000 系列(PCI Express 接口)——为高功率、高精度、高稳定性场景设计,振镜位置信号刷新周期 10μs、PWM 最小脉宽 0.02μs、最高输出频率 10MHz;关键能力是支持基于轨迹的精细化激光控制——不仅能根据扫描速度调节功率,还能为轨迹上的每一个位置单独配置激光功率输出,这是解决拐角过烧、焊缝起止段过曝、复杂曲线能量不均的底层能力。
- PDU3000 系列(以太网接口)——支持分布式部署与多头联动,IO 端口可扩展,适合多工位并联或高速流水线作业。
控制卡的能力上沿是 PDUMotion 振镜控制软件,它把两项差异化技术做成了即设即用的工程化工具:能量波形调制——为激光单点或线段的首尾多段能量提供纳秒级精度的缓升缓降编辑,直接决定焊缝起始与收尾段的成型质量,避免首尾能量过高带来的热效应损伤;精细化激光工艺——可以在曲线上单独编辑每个点位的出光功率,也可以多点同时设置,对规则图形系统能自动按比例计算——这是一种"时间维度上的能量塑形能力",让轨迹的每一段都拥有最适合它的能量。
一体化方案:把交付周期从月级压到周级
对于一些快速出货的标准应用场景,不希望从零搭建控制器、工控机、视觉系统的集成商,鹏鼎提供软硬件深度一体化的两款产品:PDU5000 系列振镜视觉控制一体机——基于 ARM+FPGA 架构,集成激光控制、振镜控制、3 轴运控、视觉定位、20 路通用 IO、OSS 分光、CCD 定位等模块,开箱即用;PDU6000 运控视觉一体机——在前者基础上扩展为 2–6 轴自动化联动焊接平台,集成自研蜂鸟视觉系统,原生支持双路激光控制(YLR + YAG)、法向跟踪、双工位独立或共享模式,配合飞行拍照定位与同轴焊缝跟踪能力,可在加工中实时监测焊缝位置并自动调整焊接路径。一体机的价值不在功能列表本身,而在于把传统方案中需要数月才能调通的子系统工作,压缩到一次开箱、一套界面、一套接口完成。
典型应用场景
精细化金属构件焊接:手机中框、智能手表卡簧、折叠屏转轴
这一类应用的共同特征是:异形复杂轨迹 + 不同部位需要不同能量 + 微米级公差与外观要求并重。手机中框的散热结构区、外观接缝区、加强筋区对能量需求差异显著;智能手表的旋钮卡簧焊点空间极小,焊点强度与表面无变色不可妥协;折叠屏铰链由多种金属构件组成,焊接路径在三维空间中频繁切换。

典型组合:TopScan 或 ProScan 振镜(视功率需求)+ PDSW 焊接系统 + PDS2000 多轴运动控制器 + PDU2000 控制卡 + PDUMotion 软件。起决定性作用的是 PDU2000 的基于轨迹精细化激光控制能力与 PDUMotion 的能量波形调制——它们使每一段焊缝都能在最优能量下成型,从根本上化解拐角过烧、起收尾段过曝等高节拍精密焊接的核心问题。如果集成商希望进一步压缩交付周期,PDU6000 一体机能在同一台设备上完成运控、视觉、激光的全部协同。
消费电子电池极耳焊接
极耳焊接的核心矛盾是:极薄铜铝复合材料对能量极其敏感,但极耳与集流体的对位精度要求又极高——任何能量波动或视觉对位误差,都会直接表现为虚焊、过焊或短路风险。
鹏鼎在新能源动力电池领域积累的工艺能力可以平滑迁移到消费电子电池产线。典型组合:PDSW3000 焊接系统 + PDU2000 控制卡 + 同轴视觉定位——视觉系统提供加工前的精确对位补偿,PDU2000 提供轨迹精细化能量控制,PDSW3000 的水冷散热架构保证连续生产的热稳定性。对于双工位并行的电池产线,PDU6000 的全双工/单双工模式切换能力可让上下料与焊接动作互不干涉。
FPC 打码
FPC 打码的难点不在精度,而在节拍稳定性、不损伤基材、长期高速运行的零位漂移。典型组合:GnrScan 振镜 + PDU1000 或 PDU3000 控制卡 + 飞行拍照定位——飞行拍照在打码动作中由编码器同步触发,机台同步记录当前编码位置,消除相机外触发响应误差,保证高速飞拍下的打码精度。GnrScan 振镜的成本结构与 FPC 大批量产线的经济性诉求高度匹配,长期老化测试与产品追溯二维码体系则提供量产稳定性的底层保障。
与集成商共建:鹏鼎的合作方式
鹏鼎不做整线交付,也不做终端工厂的直接服务商。我们的角色定位非常明确:为激光设备集成商和自动化装备厂商提供光机电软协同的核心子系统,让集成商把宝贵的工程资源聚焦到客户最在乎的工艺 know-how 与产线集成能力上。围绕这一定位,鹏鼎为合作伙伴提供:
- 可灵活组合的产品矩阵——从单卡到一体机,从入门级到高功率成套系统,确保任何阶段的项目都能找到匹配的硬件平台。
- 完整的软件生态与开发接口——PDUMotion、LaserMove 等上位机软件提供丰富工艺参数调节工具;同时提供 Windows 系统下的动态链接库与二次开发接口,便于在自有平台上深度定制。
- 多通讯协议与多控制架构兼容性——USB、PCIe、以太网三种接口;EtherCAT 总线与脉冲型驱动器并行支持;XY2-100/XY2-100_FB/SL2-100 三种振镜协议;适配 IPG、锐科、JPT、创鑫等市面主流脉冲与连续激光器。
- 产品全生命周期质量追溯——所有振镜与控制卡均配备产品追溯二维码,每一台振镜出厂前必须通过严苛的老化测试与完善的检测流程。
- 定制化系统开发能力——对超出标准产品边界的特殊需求,鹏鼎研发团队可基于客户场景进行系统级定制开发。
写在最后
消费电子产品形态的下一次跃迁,已经在路上。当那些更薄、更柔、更精密、更复杂的产品走下产线时,背后一定有一套被反复验证的、稳定到几乎被忘记存在的中枢系统在工作。鹏鼎智控希望成为你背后默默提供稳定支撑的合作伙伴。
如需详细产品参数或定制化方案支持,请联系鹏鼎智控技术团队。