激光器正在变成标准件,然后呢?
过去十年,国产光纤激光器经历了从追赶到领跑的完整周期。功率攀升、价格下探、供应链成熟——激光器正快速趋于标准化与同质化,仅凭光源参数的差异,已经很难拉开产线表现的差距。
真正的差距,正在向激光器的"下游"转移——光束如何被精准操控、如何与材料动态交互。
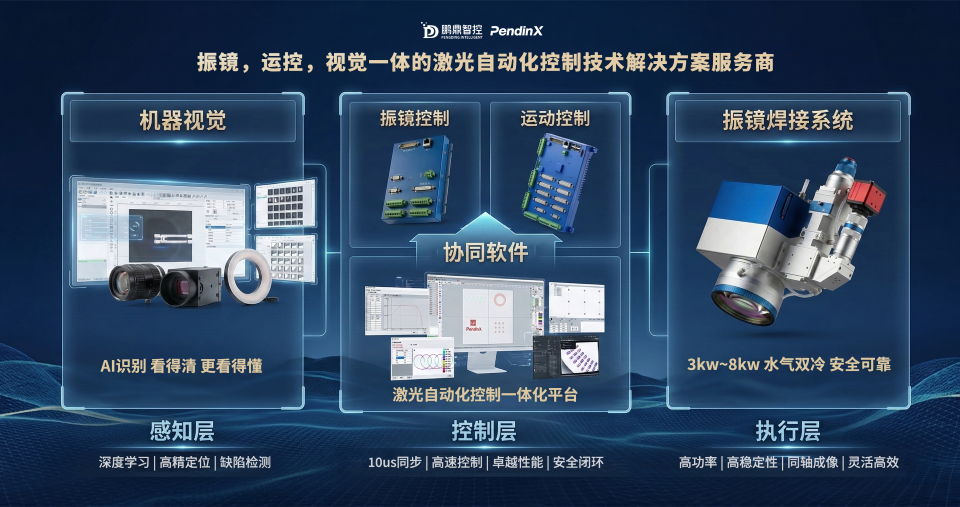
具体而言,是这三方面的协同能力:看得准(机器视觉)、动得快(振镜与运动控制)、算得对(底层控制算法)——我们将其概括为激光加工的"眼、手、脑"体系。三者的耦合深度与响应速度,才是决定电芯良率与产线节拍的核心变量,也是鹏鼎智控数年来持续深耕的方向。
眼、手、脑:系统级控制的底层逻辑
在展开具体工艺场景前,先理解这套体系的运作原理:它不是三套独立系统的简单拼接,而是一个要求微秒级协同的闭环整体。
"眼"——机器视觉:从"盲打"到精准制导
盲打时代已经结束。在锂电产线上,加工前的精确定位(极柱位置、正负极判断)与加工后的质量检测(密封钉焊缝检测)已是良率管控的第一道防线。尤其在高反金属表面,铝制焊缝的镜面反射极易导致视觉系统的误判——这需要从打光方案到算法权重的系统性重构,而非单纯依赖视觉硬件或者算法升级。
"手"——振镜系统:光束操控的物理执行层
振镜是激光加工中光束偏转与定位的核心执行器,它的动态响应速度、长期位置稳定性与温漂控制能力,直接决定焊缝轨迹精度与加工节拍的上限。
在高功率、长时间连续加工下,振镜的挑战远不止"转得快":镜片温升引发的焦点漂移(热透镜效应)、电磁噪声对控制信号的污染、开环系统的累积位置误差,都可能在量产中造成良率的隐性衰减。闭环控制是关键手段——持续监控实际位置与指令位置的偏差并实时做出调整;配合低温漂驱动芯片与高效散热(水冷/风冷/双模式),为长期一致性提供物理层保障。

"脑"——控制系统:算法与时序的中枢调度
如果说视觉是信息入口、振镜是物理出口,控制系统就是连接二者的神经中枢:激光波形的精密调制(功率/脉宽/频率实时匹配)、振镜轨迹的高速规划与插补、与外部运动轴和传感器的信号同步。
这个环节,时间精度就是一切。以飞行加工为例:当工件以数百毫米每秒运动,控制系统须在微秒量级内完成轨迹补偿与激光触发的同步——毫秒级的信号延迟,在高速线会产生毫米级的错位,足以造成品控事故。

全流程实战:当系统遭遇量产现场的物理真相
实验室里的完美工艺,往往在量产车间遭遇截然不同的物理现实。下面围绕锂电池制造的前、中、后段关键工序,剖析典型工况挑战与系统级应对思路。

前段——极片成型:追求绝对的边缘质量
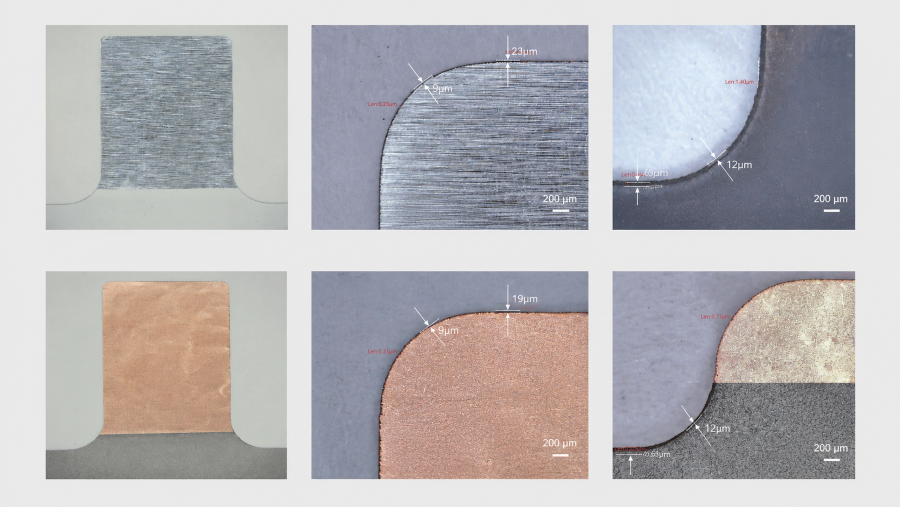
极耳高速切割是前段的核心瓶颈。正极铝箔通常 10–15μm、负极铜箔 6–8μm,激光要在数米每秒的卷材线速度下连续切割,同时满足无毛刺、无热影响区、零碳化。
卷对卷连续生产中,真正棘手的不是单次切割质量,而是长周期运行下的累积一致性:放卷张力的微小波动会让极片在 Z 方向产生"飘带效应"造成离焦;激光与振镜运动之间的同步控制(PSO 触发精度)则可能引发极耳间距的周期性偏差。应对之道在于多层协同——控制层严格对齐现场总线时钟以消除同步误差,光学层匹配合理的脉宽与搭接率,并从源头介入张力控制模型的闭环修正,而非仅靠光学被动补偿机械波动。
极片除碳清洗同样考验精度:表面涂层的选择性去除是一场"冷与热的博弈"——脉冲能量需足够剥离涂层,又不能在底层箔材上留下微熔痕迹。这要求脉宽压缩至箔材热弛豫时间以下,配合精准的光斑搭接率管控,在消融与损伤之间找到确定性的工艺窗口。
中段——电芯封装:攻克高反材料与气密性
中段焊接涉及盖板封口、密封钉、极耳转接片、防爆阀等多个关键接头,共同的挑战指向两个字:铜和铝。
纯铜在 1μm 波段的室温吸收率不到 5%,铝也强反射——激光初始阶段的能量耦合极不稳定,这正是飞溅的物理根源;熔池一旦建立不均匀,深熔过程就成了失控的连锁反应。
行业正探索多条路径:光束空间整形(如环形光斑)通过中心与外环的能量分配,在单光源内实现预热与深熔的功能分区;蓝光-红外复合系统则从光谱入手,利用蓝光将铜的吸收率提升一个数量级。两条路径各有物理逻辑与工程边界,目前并行发展。
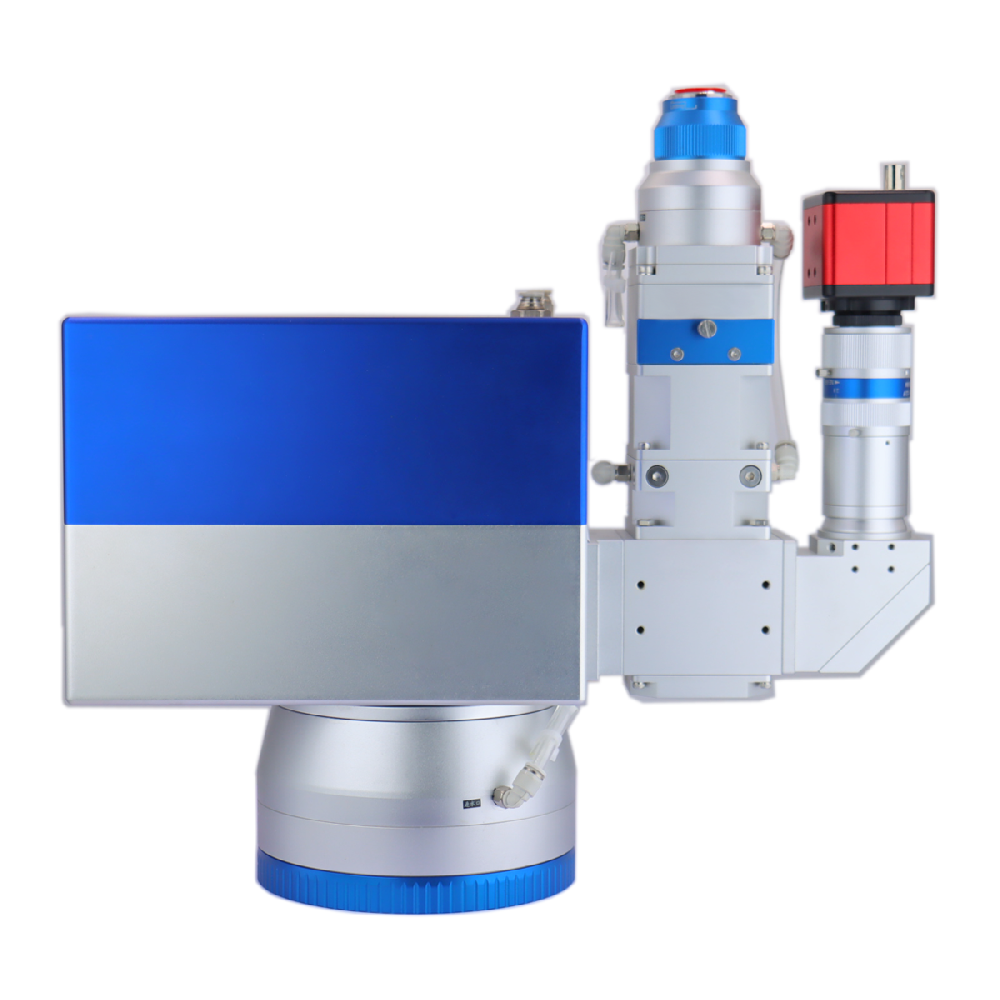
无论光源如何选择,焊缝一致性仍高度依赖执行端与控制端的精密配合——高功率振镜焊接正是中段的标杆场景。以方形铝壳电池盖板封口焊为例:焊缝需沿盖板周边形成连续密闭的回字形轨迹,速度、功率密度与光斑位置必须全程一致,任何局部能量波动或轨迹偏差都可能导致气密性失效。
鹏鼎 PDSW 闪焊振镜系统为此提供成熟方案。以 PDSW4000 为例:闭环数字振镜跟随误差 0.65ms、重复定位优于 2μrad、零位漂移 <15μrad/K——即便长时间连续焊接经历温度变化,光斑漂移也被锁定在极小范围;配合 PDU2000 的PSO控制能力,可在拐角减速区自动补偿能量密度变化,避免速度突变导致的过烧或虚焊。更厚板材或更高强度场景(如铝壳深熔焊),PDSW8000 提供 8000W 功率储备与更大扫描范围,水冷/风冷双模散热确保满载下的热稳定性。
后段——模组与 PACK 集成:大能量下的精准控温
汇流排(Busbar)焊接是后段的代表性挑战。铜排通常 0.5–2mm,需深熔焊保证结构强度与导电截面;但其下方紧邻的电芯对温度极敏感——热量向下传导一旦越过安全阈值,就是不可逆的内部损伤。

这场"热管控"需从时间与空间两个维度展开:时间上,通过脉冲调制设计缓降的功率波形,避免焊接结束瞬间的热量堆积;空间上,用高频轨迹摆动把能量分散到更大区域,降低峰值能量密度——这对振镜的动态响应与控制系统的波形编辑灵活性提出了较高要求。
后段的另一项关键任务是全流程追溯打标:每个电芯、每个模组都需携带唯一标识,这既是质量管理的需要,也是数字孪生体系的物理锚点;高速、高对比度的激光打标对振镜的定位速度与重复精度同样有明确要求。
车间里的"不可见敌人"
量产现场还有一类常被忽视的问题——它们不来自工艺本身,而来自工厂环境。
车间抽风系统的负压波动可能引发光路组件的微观振颤;重型设备运行时的地基共振会破坏光路的稳定性;电网谐波则可能污染控制信号的时序精度。这些"不可见杀手",是实验室工艺与量产良率之间鸿沟的不可忽略因素。
系统级的应对是:光学层建立振动隔离,电气层构建电磁兼容防护,软件层为热透镜效应等缓变干扰预设动态补偿曲线——这不是单品能解决的问题,而需要从振镜、控制器到视觉系统的整体抗扰设计。鹏鼎产品在设计之初即纳入工业现场复杂电磁环境的考量:ProScan 系列采用高性能噪声抑制电子方案,在高噪声比现场保持稳定动态性能;全系产品配备追溯二维码标签,支持全生命周期的质量回溯——产线异常时可精确定位到每个硬件单元的生产批次与测试数据。
开放架构:与设备集成商的协同共建
鹏鼎服务的核心客户是激光设备集成商与自动化装备服务商。在从控制组件到完整产线的价值链中,鹏鼎的角色是提供可靠的核心控制子系统,而非替代集成商的系统整合能力——因此开放性与兼容性是产品设计的基本原则:
- PDU 系列控制卡全面适配 IPG、锐科、JPT、创鑫等主流激光器,支持 XY2-100 / XY2-100_FB 等标准振镜协议,提供 USB、PCI Express 与以太网三种接口;2–6 轴运动扩展与丰富的通用 I/O,为集成商预留充足整合空间。
- PDSW 焊接系统采用标准 QBH 光纤接口,支持多种准直与场镜焦距组合,可按焊缝宽度、工作距离、扫描范围灵活配置光学方案。
- 控制软件提供激光波形编辑、振镜轨迹规划、自动化流程编程的完整工具链,并支持与第三方运动控制器、视觉系统的协议对接——是能无缝嵌入集成商现有技术栈的开放子系统。
写在最后
激光加工正在经历一场静默而深刻的转型。当光源硬件趋于同质化,竞争焦点不可逆地滑向系统控制层——谁能在微秒尺度上实现视觉感知、光束操控与算法决策的精密咬合,谁就掌握了下一代锂电装备的核心节拍。
鹏鼎智控以振镜扫描、运动控制与机器视觉三大技术支柱为根基,为新能源锂电激光加工提供从核心器件到系统集成的完整控制方案。我们不追求做最大的系统,而致力于做最可靠的控制内核——与设备集成商伙伴一起,把每一道激光的能量,转化为确定性的制造结果。
如需详细产品参数或定制化方案支持,请联系鹏鼎智控技术团队。